
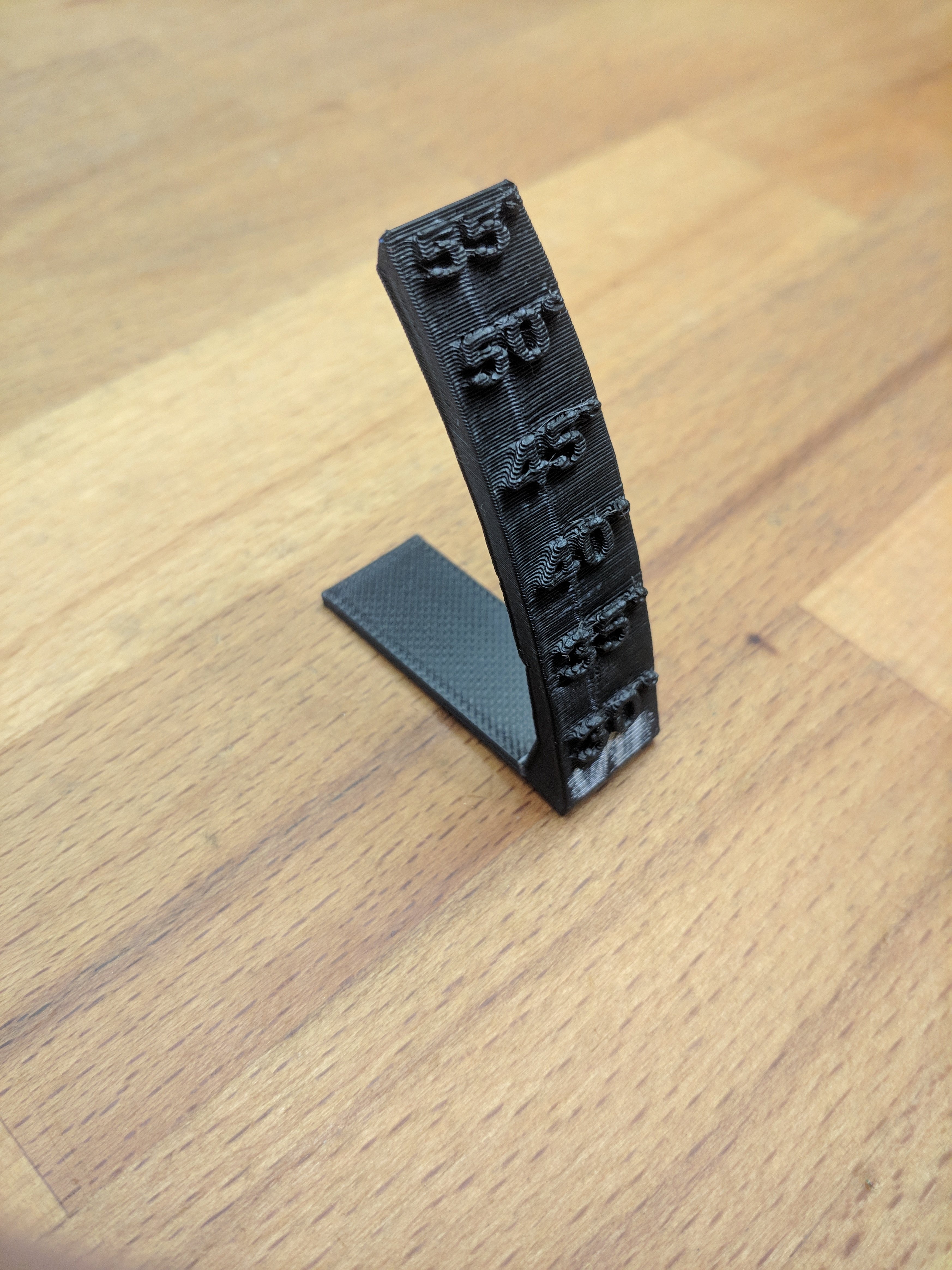
When I do an overhang test, I always have this problem at about 35°. Does anyone have a suggestion what could be causing it?
- Slicer: Orca
- Layer height: 0.2mm
- Infill: 0% (this has improved it a lot, I think the infill was causing bulging)
- Outer walls: 2
- Overhang speed: 10 or 20mm/s (both look the same)

Solution: I mistakenly thought overhang speed in Orca was based on overhang angle, it is percentage instead (which makes much more sense for different layer heights). My 10-25% overhang speed wasn’t set to slow down and that must translate to about 35° at 0.2mm layer height. I now have it set to 30mm/s and it now looks great 👍 And sorry, I was wrong when I stated the overhang speed 😅
You must log in or register to comment.
Seems like lowering your hot end temps or increasing cooling would do the trick
I came here to say augment the print temperature! Look at those non binding “tubes” that are laid down every layer! They should melt into each other or it’s just crap and they’ll break under their own weight.
Upping the fan is not needed here (yet, see below). It’s good when doing overhangs or printing without support and stuff start to sag down. When anything sags down probably :-)
So up the temp for the overhangs, if they become too “liquid” then up the cooling(so fan speed).
Thanks guys. I will try both and see what works. My layer adhesion is good / parts are strong though.
The corners are slowly curling up more and more until the nozzle goes completely outside of the curl and becomes an overhanged corner.
The biggest problem is what ever is causing your plastic to curl while printing. Some plastics are terrible for it and you basically need a heated chamber to get rid of it. You could try playing with cooling settings or making a warmer environment, or … something else. Half the time if it’s a problem, I have to change the print or its orientation or add geometry so it doesn’t curl… It’s such a pain sometimes.
Thanks. I’ll experiment with temperatures first but I’ve got some different filament on the way too as it happens, so hopefully I’ll manage to escape the problem one way or another 😁
I thought curling as well, but I would expect that on higher angles instead. Its easy to confirm this if you watch the print. The solution would be lowering nozzle temp and slowing down the print (well, not less than 10 mm/s). I’ve seen that also too much cooling can cause curling, but thats for super strong part cooling
Looks like drooping to me, I would see if lowering nozzle temp improves/solves this
Thanks, I’ll give it a go.
Looks like the deformation is happening on the same layers where the overhangs of the number 35 are.
It starts just underneath actually, but it still could be related 🤔 Maybe I need a test without numbers.
If 35° (or something close to it) is the slicer setting for overhang detection it likely changes the cooling/speed/flow settings. If that is the case you can set it to a lower detection value and maybe get better results or change the normal cooling/speed/flow to be closer so it isn’t as drastic of a change.
You may actually be right even though I thought I had checked this. Orca’s overhang speeds are based on overhang percentage and not angle, I previously just looked at the number and assumed it was degrees 🤦♂️I will match the speeds for all overhang percentage ranges and see if that solves it 🤞
This was it! I had my 10-25% (not degrees 😅) overhang speed set not to slow down at all. I now have it set to 30mm/s and I have a perfect result. Thank you 👍😁
I believe that if your layers are printing fast enough, the softer material would bend according to where the top layer is printed.
Sorry, I didn’t follow that. Top layer of what? Not the actual top, top layer right?
I meant, the next layer directly on top of where your deformed layers begin.

![[SOLVED] Any ideas what causes this in overhangs?](https://lemmy.world/pictrs/image/0be3d136-3c94-4621-99a8-6b60e05c3a8f.jpeg){kind=link}